Cuándo hablamos de cómo unir geomembrana, es importante la selección del equipo, así como del método que se va a utilizar para dicho procedimiento.
Todos los métodos de soldadura que se describen en este artículo, requieren de una coordinación de los siguientes parámetros para lograr una correcta soldadura:
- Temperatura
- Presión
- Velocidad
Además de estos parámetros, se debe cuidar que las zonas a unir estén secas y libres de impurezas, polvo, aceites o grasa. Para las uniones en "T" con el sistema de cuña caliente o combi-wedge, no se debe soldar sin eliminar la pestaña o material excedente del traslape. Si hablamos de sistema de extrusión y las uniones en "T", también se debe de eliminar esta pestaña, por lo menos en el área, donde quedará el parche que se está aplicando.
Lee también ¿Qué equipos necesito para la instalación de geomembrana?
¿Cómo unir geomembrana?
Existen diversos métodos que se implementan para unión de geomembranas de polietileno de baja o alta densidad, por ejemplo:
1. Unión a través de cuña caliente (cartuchos calefactores)
Este sistema es activado a través de cartuchos calefactores, los cuales ayudan a mantener una temperatura estable antes y durante el proceso de soldadura. Activa las membranas en fracciones de segundo a través del contacto directo con la cuña. Existen variantes como la cuña de cobre para unir membranas PE/PP o cuña de acero al cromo, para unir membranas PVC/TPO/FPO, de diferentes longitudes 20, 50, 70, o 95 mm con o sin canal de prueba. A mayor contacto de los materiales con la cuña caliente, mejor velocidad de soldadura es la que se puede obtener. Algunos ejemplos de equipos con este sistema son:



Dependiendo del tipo de membrana y calibre (grosor) es la temperatura, presión y, velocidad que se deberán ajustar en el equipo. Existe una tabla de parámetros "sugeridos" por Leister® para iniciar (misma que te compartimos al final de este artículo), aunque estos valores son con el fin de tener un punto de partida, sin embargo, se deberá realizar una prueba de calidad previo a realizar cualquier trabajo, con el fin de determinar y encontrar mejores valores según las condiciones del sitio.
Ventajas del sistema de cuña caliente:
- Velocidad: Puede desarrollar mejores velocidades de soldadura, comparado con el sistema combi-wedge.
- Sin ruido: Genera bajas emisiones de ruido.
- Menor consumo de energía: Debido a que los cartuchos calefactores son de potencia baja, produce poco consumo de amperaje.
Esquema de representación de este método:
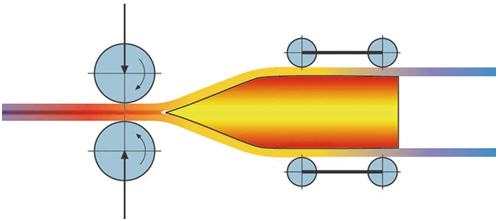
Dirección de soldadura →
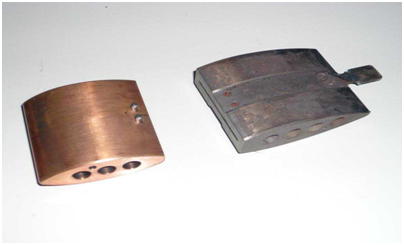
Imagen real de una cuña de izquierda a derecha. Sin/Con canal de prueba:
2. Unión por soldadura Combi-Wedge
Este sistema es una combinación de los dos sistemas, aire y cuña caliente, mejor conocido como combi-wedge, la geomembrana es activada a través de un elemento térmico de cerámica aire caliente y contacto directo con la boquilla corta o larga; con o sin canal de prueba, la cual ayuda a mantener una temperatura estable antes y durante el proceso de soldadura. Activa las geomembranas en fracción de segundos a través del contacto directo con la cuña. Ejemplos de este modelo de equipo con este sistema:



Al igual que en el método anterior, los ajusten de temperatura, presión y velocidad dependerán del tipo de membrana y su calibre (grosor).
Esquema de representación de este método:
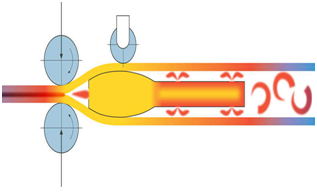
Dirección de soldadura →
Boquilla Combi-wedge:

Ventajas del sistema Combi-wedge:
- Puede unir materiales más delgados: (desde 0.3 mm hasta 2.5 mm HDPE) sin generar ondulaciones, el acabado de unión, es más estético.
- Realiza un barrido / secado: Debido a que este sistema genera un flujo de aire regulable, si el material se caliente con una capa de polvo genera un barrido o si se encuentra húmedo, alcanza a secar, lo cual permite un excelente desempeño en condiciones severas.
- Alcanza la temperatura programada: Más rápido comparado con el sistema de cuña.
- Enfría más rápido: Una vez que desactivamos el calor, comparado con el sistema de cuña.
- Sin cambio de tobera: Puede unir tanto PE/ PVC/ TPO/ PP sin necesidad de accesorios adicionales.
- Arranques más cómodos: Permite la colocación de los materiales de manera más cómoda, previo al inicio de la soldadura.
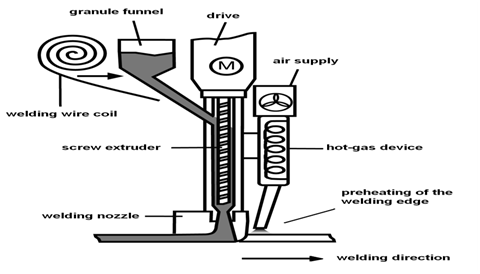
3. Unión a través de extrusión
La soldadura por extrusión permite reparar defectos y crear instalaciones de membrana hermética, en una sola pasada de soldadura. Es la técnica referida para realizar reparaciones en campo. La varilla de soldadura (aporte, mismo material que la membrana, PE, PP) es plastificada en la unidad plastizante y forzado a salir a través de tornillo sinfín de la extrusora, usualmente el material amorfo se debe de “untar” bajo presión sobre el área a reparar, misma área que es ablandada (activada) con un chorro de aire caliente para ayudar a homogeneizar y ayudar a que se produzca la unión, de los materiales.
Esquema de un equipo de extrusión
¿Qué método debo de utilizar para mi proyecto?
¿Método de cuña 100% a través de contacto ó Combi-Wedge la combinación de contacto y aire caliente?
Esto va a depender de las condiciones del proyecto, por ejemplo; si se va a trabajar en una zona donde exista una humedad relativa alta, donde se pueda generar humedad alta ó gota de agua entre los materiales, la recomendación y sugerencia es que sea con el sistema Combi-wedge, ya que el mismo aire que el equipo genera, ayuda a realizar un secado previo, justo antes de que el equipo realice la termofusión de las geomembranas bajo presión, que el material este seco, es una condición que debemos de asegurar, si queremos lograr una soldadura de calidad.
Ambos sistemas cuña ó combi-wedge son muy buenos, y se pueden complementar con el método de Extrusión, para llevar a cabo un proyecto de instalación. Si tienes alguna duda y quisieras contar con la asesoría de los expertos, contáctanos con gusto podemos apoyarte.
En LDM® contamos con el portafolio más amplio de Extrusoras analógicas ó digitales, soldadoras automáticas, semiautomáticas de geomembranas. Nuestros equipos son los más rápidos, robustos y duraderos de la industria, cuentan con el respaldo de la marca, y con el centro de servicio autorizado Leister®. Te invitamos a visitar nuestra página y adquirir el que cubra todas tus necesidades.






